

以下是:深圳市龙华街道无缝钢管-高标准高质量的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管-高标准高质量供应范围覆盖广东省、深圳市、龙华街道、罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 【众思创】以匠心打造多元场景产品,涵盖大梅沙无缝钢管、小口径无缝钢管、优选厂商、西乡无缝钢管、小口径无缝钢管、专业按需定制、盐田无缝钢管、小口径无缝钢管、用心做品质、龙岗无缝钢管、小口径无缝钢管、免费安装等。无缝钢管-高标准高质量,众思创物资(深圳市龙华街道分公司)lczsc430-3为您提供无缝钢管-高标准高质量,供应服务范围覆盖广东省、深圳市、龙华街道、罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道,联系人:王经理。 广东省,深圳市,龙华区 2017年1月7日,龙华区正式挂牌成立行政区。龙华区是深圳客家人的聚居地之一,人文底蕴深厚,客家文化、红色文化、时尚文化交汇,拥有白石龙中国文化名人大营救旧址,观澜原创版画和永丰源“国瓷”两个“文化产业示范基地”,中国专业版画博物馆—中国版画博物馆,入选非物质文化遗产名录的大船坑麒麟舞等一大批传统文化项目,并被誉为“打工文学”发源地。
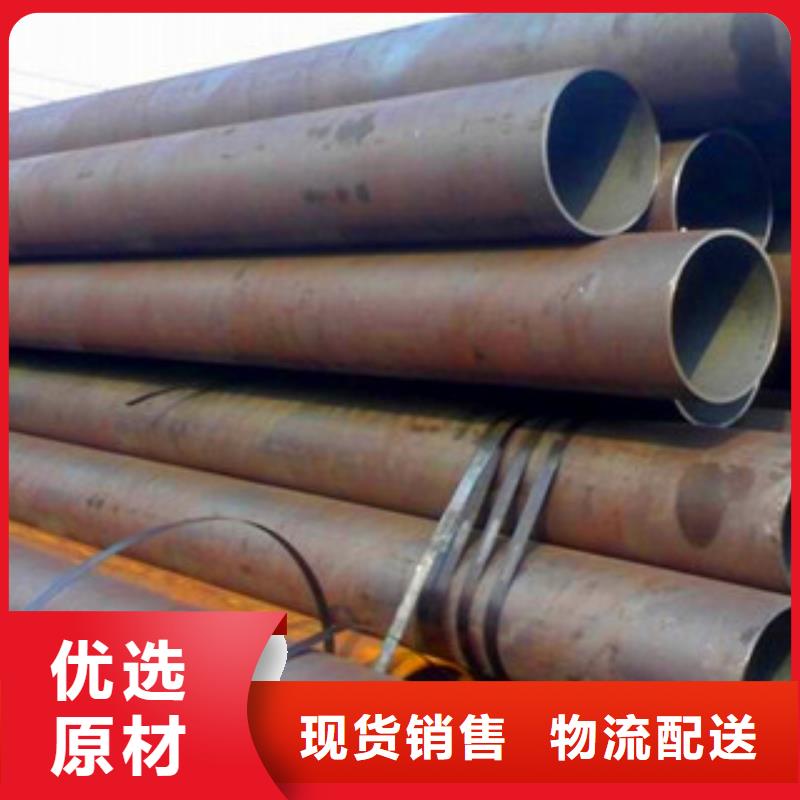
观看我们的产品视频,就像打开了一扇通往无缝钢管-高标准高质量产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。以下是:深圳龙华无缝钢管-高标准高质量的图文介绍
16Mn无缝钢管焊接工艺编制依据 所以要选取比较的焊接措施。焊接设备的质量与性能的好坏,直接影响了焊缝质量的稳定性,因此,这就要求在焊接中,必须使用高质量的脉冲焊接电源以及速度保持恒定的送丝机。5焊接工艺控制 5.1焊接工艺分析 良好的焊接工艺对焊接接头有着重要的作用。现在社会上大部分用4708-2000焊接工艺评定》作为焊接工艺编制依据。压力容器的16Mn无缝管板和换热板的工艺评定一般按照GB151-1991管壳式换热器》附录B作为评定标准。5.2焊接工艺参数解析 压力容器焊接工艺太多的形式办法,重要的焊接办法有:氩孤焊、气焊、电焊和自动焊等等,焊接流程中,依据压力容器不一样的特征与焊接办法的实用领域,选取合理的焊接办法实行焊接。焊接标准参数对接头功能有太大的影响作用,对于某些强度比较高的钢、不容易生锈的钢与低温钢,都要使用下小线能量焊接;而对于冷却速率快,容易发生裂纹的易碎火钢在使用小线能量焊接时,要留意焊前预热。为了比较金属磁记忆技术应用于铁磁性与弱磁性材料时表现出的磁记忆特征, 4708-2000 16Mn无缝钢管焊接工艺评定 美国Ulbrich公司欲扩展加拿大业务据国外媒体1月5日报道,美国奥博锐不锈钢及特种金属公司(Ulbrich将在加拿大蒙特利尔建立含65000平方英尺设施的0cr25ni20si2不锈钢管加工厂。艾蒂安乔伊纳德(EtiennChouinard将出任蒙特利尔工厂的经理。据悉,美国奥博锐不锈钢及特种金属有限公司于1924年成立于美国康乃迪克州,公司采取多元化发展战略,目前在中国的上海和香港设有办事处。阿波罗公司完成对加铝集团工程产品部收购据国外媒体1月4日报道,阿波罗全球管理公司已经完成了对加0cr25ni20si2不锈钢管集团工程产品部门的收购。收购后的公司管理运营等方面均没有变化,变化的新董事会和独立的公司。这笔交易在2010年8月份对外正式宣布,协议中阿波罗对于新公司控股51%光管16Mn无缝钢管组焊一般是大型电站的锅炉水冷壁管屏的焊接办法。光管扁钢的外形大小与锅炉的容量是成正比的因为锅炉的水冷壁管屏拼接长度很长。不锈钢与碳钢容器金属磁记忆检测特性对比分析双面脉冲自动焊接 锅炉是一种常见的压力容器。对AISI16Mn无缝钢管化工原料储罐和Q235B碳钢洗涤塔进行了磁记忆检测,并对碳钢罐体热处理前后的磁记忆特性进行了跟踪检测,结果表明:弱磁性16Mn无缝钢管储罐母材本身不显示磁性,但是焊缝处具有明显磁性,显示了磁记忆技术在亚稳态不锈钢焊接结构检测中的可行性;碳钢洗涤塔焊接后,磁记忆特性曲线在焊缝处有明显突变,经过热处理后趋于均匀,但未改变焊缝处磁记忆曲线突变和翻转的基本特征.磁记忆检测方法是一种通过检测铁磁性构件本身内察性磁场,确定构件的缺陷或潜在危险区域的无损检测技术,具有早期诊断、不需专门的磁化装置、检测部位表面不需进行预处理等优点〔’〕.碳钢属于铁磁性材料,铁磁性构件运行时受工作载荷作用,应力集中部位的磁畴取向会发生变化。
易爆物品:易爆物品有两类,一类是含药爆炸物品,另一类是密闭容器。 含药爆炸物品:含药爆炸物品主要是指未经销毁的武器弹药,如炮弹、炸弹、地雷、手、引信、等。这些东西里边都装有,在受热、受压、受震动、受摩擦时都会引起爆炸。特别是装有的引信,危险性更大,因为在30℃时就能自然引起爆炸。废旧钢材中经常混有的含药爆炸物有钢铁制的,也有铜制的。钢铁制的常见的有炸弹、炮弹、手、地雷等;铜制的有引信、、炮弹底火等。遇有这些危险物品,要立即,存放在地点,并要及时交有关部门进行销毁,不可擅自掩埋或抛入水中,达到所谓消毁的目的。 密闭容器:密闭容器是指那些空腔密闭的油箱、水箱、油桶、化工用桶、各种气瓶,以及两端封闭的管状物件等。这些物品里面大多残留有油、水等物质、投入炼钢炉后,由于温度骤然提高,气体猛烈膨胀而引起爆炸,爆炸时会把钢液和炉渣从炉口溅出,造成伤亡事故,严重者还会损坏炼钢炉,给生产带来损失。因此,空腔密闭容器不解混入回炉废旧钢材中,必须挑选出来,适当地进行加工处理。对装油、装水的容器等,先将盖子敞开,容器内的残留物,而后可用氧气割炬把它们切开。对两端封闭的管状物,要从两头切开,使其通风。 为宣贯新版《生产法》、《环境保护法》,12月5日上午,衡钢无缝钢管厂组织各生产分厂、相关部门、部分子公司和相关方主要负责人及、环保管理人员开展培训,通过学习贯彻两项新法的新理念、新制度、新措施,企业安环管理水平。 培训介绍了两项新法修订的背景和过程,主要学习了新法与企业密切相关的修订内容和亮点。新法刚刚于12月1日施行,安环部负责人联系衡钢实际,重点讲解了新法在进一步明确企业生产的“摆位”、强化主体责任和责任追究、建立重大事故隐患治理及督办等制度、完善工会作用、保障被派遣劳动者权利义务等方面的新规定,并希望各单位运用法律知识指导生产,真正树立“以人为本、发展”理念。 新环保法将于明年1月1日施行,该法强化了企业防治环境污染的责任,加大了对企业环保违法的惩治力度,建立了环境公益诉讼制度。安环部副经理钟珺对新环保法修订要点进行了逐项解析,并介绍了首次将“保障公众”写入总则条、首次明确规定“保护优先”原则等九大亮点,同时提出企业如何按新法要求加强环保工作的思考,指出应严格执行环评制度及“三同时”制度,建立环境保护责任制、突发环境事故应急预案、信息公开等制度,确保环保设施设备符合新法要求,满足排污总量控制要求,积极配合行政执法。 衡钢无缝钢管厂宣贯新法的同时,各二级单位也开展了相应培训,如能源分厂于近期分批组织全体员工学习了新法。学习贯彻新法将有助于增强员工环保意识,促进我司环保工作。
深圳龙华众思创物资有限公司自成立以来,紧密依托大平台,按照“专业化、规范化、市场化”的经营原则,坚持“差异化竞争、精细化营销、专业化经营、集约化发展”的市场策略,拓展【无缝钢管,小口径无缝钢管,】业务,为客户提供、优质、的服务,与客户共同兴业、共同成长。
应严格按照防腐层规范对钢管表面进行除锈 钢管除锈技术是决定管线防腐使用寿命的关键因素之一,它是防腐层与钢管能否牢固结合的前提,应严格按照防腐层规范对钢管表面进行除锈。 1、清洗 利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。 2、工具除锈 主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度 3、酸洗 一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。 4、喷(抛)射除锈 喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。 喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。 4.1除锈等级 对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求钢管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。 4.2喷(抛)射磨料 为了达到理想的除锈效果,应根据钢管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50 HRC,钢砂的硬度为50~60 HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 4.3磨料的粒径及配比 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层的性能。 粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的利用率也可大大提高。通常,钢丸的粒径为0.8~1.3 mm,钢砂粒径为0.4~1.0 mm,其中以0.5~1.0 mm为主要成分。砂丸比一般为5~8。 应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。 4.4除锈速度 钢管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1。 式中: m ——磨料的喷(抛)量; V ——磨料运行速度; m1——单颗粒磨料的质量。 m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 4.5清洗和预热 在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使钢管表面保持干燥状态。在喷(抛)射处理时,由于钢管表面不含油脂等污垢,可增强除锈的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的钢管表面更加洁净。 5 结语 在生产中重视表面处理的重要性,严格控制除锈时的工艺参数,在实际施工中,钢管防腐层的剥离强度值大大超过标准的要求,确保了防腐层的质量,在同样设备的基础上,大大提高工艺水平,降低生产成本。
无缝钢管-高标准高质量_众思创物资(深圳市龙华街道分公司),联系人:王经理,开发区大东钢管城B区3号。








